

|
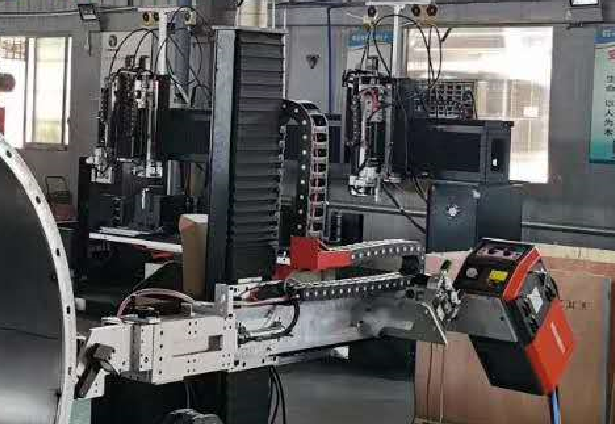
本设备是针对风管法兰满焊及管管对焊的自动焊接,实现了可视化程序设置,系统采用输入式焊接方式,设置管直径焊接,可焊接的材料有碳钢,不锈钢,可选用 TIG 和 MAG 焊接 ,设备结构合理,操作方便,工艺先进,采用触摸屏及 Plc 程序化控制,再配以智能化的检测系统,可以实现全位置 环 的 焊 接 。 模 块 化 设 计 , 可 根 据 客 户 要 求 快 速 方 便 地 组 合 成 所 需 的 焊 接 系 统 ;
●适用于管类工件的环缝焊接;
●根据焊接工艺可选择 MAG/MIG/TIG 等焊接工艺方法;
●可焊接低碳钢,奥斯体不锈钢,等材质;
●可焊管类的平接和搭接工件;
●可根据产品特点配备气动上料,液压顶紧等夹具工装序号
项目 基本参数
1 可焊接工件直径(mm) Φ200mm-Φ1800mm
2 可焊接工件长度(mm) 3000mm-4500mm
3 主轴回转速度(rpm) 0.05-1.0
4 主轴电机 选用日本电产伺服电机
5 调速方式 无级调速
6 辊调节范围 500(mm)
7 焊枪功能 微调+弧长跟踪
8 托架方式 电动动
9 控制方式 触摸屏及控制
以焊接操作机,焊接电源组成的自动焊接中心,是获得高质量焊缝的基础保障。我公司焊接操作机、焊接滚轮架等产品均自行设计、制造、安装、调试以高技术,高质量,专业服务为用户提供优质满意的产品。 1、系统总体方案: 1.1 总体布置: 本系统由单片机控制中心、多功能手操器、焊接操作机、滚轮架、焊接电源等组成。 1.2 电气控制系统: 采用单片机组成的全数字控制系统,对焊接电源、焊接机头、电动拖板、焊接操作机集中控制,各单机之间的信息交换采用通讯技术,参数和命令的输入集中在键盘式手操器上,可进行移动操作,并具备参数预设和数字显示功能。 1.3 控制系统将具备以下基本功能:
*系统具有过流、过压、欠压、急停机等功能。 *系统具备人身安全、设备安全等保护措施,以确保安全生产。 *部分控制箱和操作面板上具有紧急停止按钮。 2、 工件焊接的具体方案: 筒体工件的具体焊接过程如下: 2.1 装夹及调节: 将工件放于焊接滚轮架上,通过控制操作机臂上的机头将其调到筒体的相应位置,焊接工件的内外环缝的焊接,或控制操作机横梁的伸缩焊接工件的内外纵缝。 设置机头的运动速度及方向、适宜的焊接参数。 整个焊接规范及焊接工艺参数的确定,须在试焊一定的工件后,各个参数修正后,确定最终的焊接参数。 包括:焊接速度、焊接电压、焊接电流、丝径选择等。 自动焊接操作机是管类制造行业必备的焊接设备,它可对各类筒体进行外纵缝、外环缝的焊接。
性能特点: ● 立柱横梁采用钢板整体折弯拼焊结构,平面导轨设计,具有很好的刚性,此结构较同行下挠度低。横梁升降采用交流电机恒速方式,升降平稳,带有双保险安全防坠装置,安全系数高。 ● 横梁伸缩采用交流变频无极调速,恒转矩输出,速度平稳,导轨为 45 号钢,焊后去应力处理,经刨、磨成型。强度高、稳定性好,能保证长时间不变形。 ● 横梁伸缩采用齿轮齿条传动,传动精度高,运行平要求。● 横梁升降、横梁伸缩均设有电子、机械双重保护装置。 ● 采用塑料拖带布线技术,耐用、方便、美观、安全。
● 稳,速度数字显示并可预先设置。 ● 横梁采用主臂加装内伸缩臂以满足用户的焊接 采用计算机全数字控制技术,所有焊接参数数字显示并可预先设置,操作灵活方便,控制站留有联动接口可与本公司其他产品实现联动。
性能特点:
●自调芯焊接滚轮架由一台主动架和一台从动架组成,主、从动架均有四个滚轮,主动架四个滚轮采用全齿轮啮合传动,实现双电机四轮驱动,此方式比单电机驱动力矩大,更能保证工件旋转的平稳和运行的稳定。 ● 主、从动机架均焊有加强筋,抗扭能力强。 ● 主、从动机架在焊接后通过整体去应力处理,在进行机加工,能保证长时间稳定工作。 ● 滚轮架摆臂的各轴孔为镗床上一次装卡加工成型,同心度高,滚轮转动灵活。 ● 主动架和从动架滚轮轮芯均为钢轮,经热处理后加工成型。
● 滚轮采用钢胶组合方式,钢芯托轮外包耐热橡胶,滚轮中间是橡胶两边是金属轮,能对橡胶起到保护,承重量大,橡胶层使用周期长,不变形,不脱胶。
● 根据工件直径大小自动调校滚轮组摆角,适应不同直径工件要求。 ● 交流变频技术无级调速,选用进口变频器,低速扭距大,性能优异,调速范围较大,具有过流、过压、过载多重保护功能。 ● 减速器选用优质摆线针轮减速机,采用行星减速器传动结构和滚动接触方式,具有体积小经久耐用的优点,同时效损耗小,机械效率高达 90﹪以上。 ● 电控系统主要由电控箱组成。
可调式的电动托架,用于不同长度尺寸的管件支撑,覆盖了大小管的焊接尺寸,采用一体加工机床,直线导轨滑动,确保管件压紧后的同心。 焊枪带焊接摆动功能,确保焊道更加饱满平整,满足不锈钢材质的焊,不锈钢管及法兰采用预点焊,设备满焊。 设备用途 该重载管道自动焊机根据所使用的焊接工艺不同可配备熔化极气保焊、钨极氩弧、埋弧焊、等离子焊等一种焊接工艺或多种焊接工艺实现管道的自动焊接,用于管道预制的直管与直管、直管与法兰、工件的自动焊接。工件形式
焊接工艺(根据要求选配) 现场运用的氩弧焊工艺及气保焊工艺。 □ 氩弧(TIG/热丝 TIG) □ 气保(MIG/MAG 工艺) □ 氩弧+气保(TIG/热丝 TIG+MIG/MAG) 焊接质量 u 打底焊接可实现单面焊双面成型及焊缝余高控制; u 满足射线检测、超声波检测Ⅰ级或Ⅱ级焊缝合格率 98%以上; u 满足承压试验或冲击、拉伸、弯曲等力学性能检验要求。 u 角焊满足焊角高度及承压试验要求。基本配置选配 ①数控式自动焊机主机②配套托架及轨道系统③二维焊接摆动器或二维电动调节机构(SAW) ④PLC 数控控制系统⑤新型铝合金夹枪机构⑥新型铝合金悬臂控制箱⑦框架式焊机存放架 ⑧角焊调节机构
|
【元晟科技】不锈钢管管法兰自动焊(技术分析)
作者:YS◑Lily 来源:原创 时间:2020-09-28 08:30:45 浏览次数:
本设备是针对风管法兰满焊及管管对焊的自动焊接,实现了可视化程序设置





 扫一扫,联系我们
扫一扫,联系我们